







































 HOME
HOME

-

Silicon Nitride Substrate, Silicon Nitride Ceramic Substrate Formula
2025 05,08 -
How to choose the appropriate substrate for ceramic circuit boards?
2023 11,16 -
Laser Cutting or Water Saw Cutting? How To Choose the Best Cutting Solution for Ceramic Circuit Boards
2023 11,13 -
Why Ceramic PCB Is So Expensive?
2023 11,10 -
Which Process Ceramic Circuit Board Is A Better Solution For Semiconductor Refrigerator Chips?
2023 11,06 -
Silicon Printing Circuit Boards For Advancing Electronics
2023 10,27 -
What is the Difference Between HTCC and LTCC Ceramic PCB
2023 10,06 -
What is the Difference Between 96% and 99% Aluminum Oxide in Ceramic PCBs?
2023 09,20 -
Why thick film ceramic PCB is good for oil level sensor in automotive industry?
2023 08,25 -
Statistical analysis of ceramic PCB application fields
2023 08,16 -
Notice of anti-static requirements for PCBA processing and production
2023 08,16 -
Silver Paste: The Best Conductor Material for Via Holes in Thick Film Ceramic Boards
2023 08,16 -
Testing Circuit Board Ceramic Diode Fuses: A Complete Guide
2023 08,07 -
Why DBC is replaced by DPC in ceramic PCB manufacturing?
2023 08,01 -
What is thick film ceramic PCB?
2023 08,02
Recent Advances in Active Metal Brazing of Ceramics and Process
In industries like aerospace, power electronics, and medical devices, joining ceramics to metals is a critical process. Traditional brazing methods struggle with this task, but active metal brazing offers a solution by introducing reactive elements that form a strong bond with ceramics. In this blog, we explore how this method works and the recent technological advancements making it even more reliable and efficient.
What Is Active Metal Brazing?
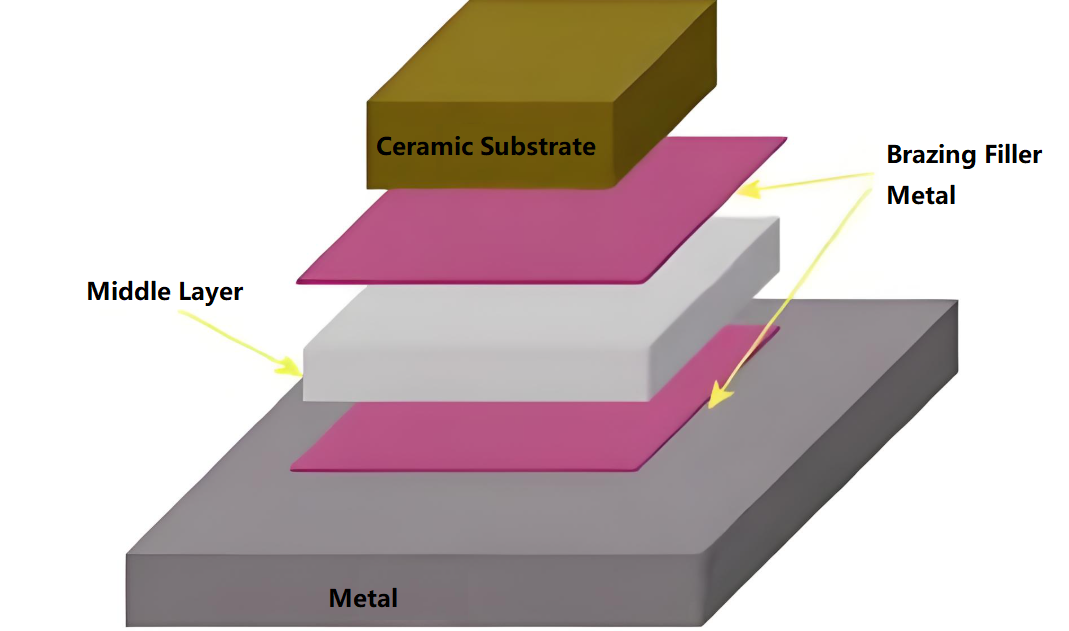
Active metal brazing is a method for joining ceramic materials (such as alumina, silicon nitride, or aluminum nitride) directly to metals without requiring surface metallization. The key lies in using active elements—like titanium (Ti), zirconium (Zr), or hafnium (Hf)—in the filler alloy. These elements chemically react with the ceramic surface to form strong interfacial compounds.
This process supports high-strength, hermetic bonds that are capable of withstanding thermal cycling, vibration, and mechanical stress. It’s commonly used in electronic packaging, sensor enclosures, high-voltage devices, and components operating in harsh environments.

How the Active Metal Brazing Process Works?
1. Ceramic and Metal Preparation
Both ceramic and metal parts must be cleaned thoroughly. Any contaminants, moisture, or surface defects can reduce bond strength. Ceramics are often pre-heated or plasma-cleaned to remove adsorbed gases and improve wetting.
2. Filler Metal Selection
The filler alloy typically consists of:
- Ag-Cu-Ti for alumina and zirconia
- Cu-Sn-Ti or Cu-Ni-Ti for aluminum nitride and silicon nitride
- Au-based or Ni-based alloys for special applications like optics or vacuum components
3. Controlled Atmosphere
Brazing is conducted in a vacuum furnace or under inert gas (argon or nitrogen) to prevent oxidation of the active elements. Oxygen can severely degrade the performance of the filler metal.
4. Heating Cycle
A standard thermal cycle involves:
- Ramp-up to 850°C–1000°C
- Holding at peak temperature for a few minutes
- Controlled cooling to reduce thermal stress
5. Formation of Reaction Layer
The active element reacts with the ceramic to form a thin reaction layer—such as TiO₂ on alumina or TiN on silicon nitride. This chemically bonds the ceramic to the metal through a strong interfacial compound.
Recent Advances in Active Metal Brazing
1. Nano-Engineered Interlayers
Nanostructured coatings like TiN, SiC, or graphene are being applied to ceramic surfaces to improve wetting and reduce residual stress. These interlayers absorb thermal mismatch energy and improve bond durability.
2. Low-Temperature Brazing Alloys
New filler compositions, like Ag-Cu-Ti-In, reduce brazing temperatures to below 800°C, helping protect embedded electronics and reduce thermal distortion.
3. Reactive Multilayer Foils (RMLFs)
These stacked nanolayers (e.g., Ni/Al, Ti/Al) react exothermically to deliver localized heat during bonding—ideal for microelectronics and precision assemblies.
4. Laser-Assisted Brazing
Localized heating using fiber or diode lasers offers tighter control, less energy consumption, and minimal distortion, making this suitable for fine-feature assemblies.
5. Functionally Graded Materials (FGMs)
Gradual transition from ceramic to metal at the bonding interface minimizes stress concentration and improves mechanical performance.
6. AI-Driven Filler Design
Machine learning is now being used to predict wetting, stress, and compound formation, accelerating alloy development and improving joint reliability.
Common Brazing Filler Systems and Their Use Cases
| Alloy System | Active Element | Compatible Ceramics | Metal Substrates | Use Cases |
|---|---|---|---|---|
| Ag-Cu-Ti | Ti | Al2O3, ZrO2, Si3N4 | Mo, Cu, Kovar | Power electronics, sensors |
| Cu-Sn-Ti | Ti | AlN, SiC | Cu, Stainless Steel | Cooling plates, automotive sensors |
| Ni-Cr-Si-B-Ti | Ti | Oxide ceramics | Inconel, SS | Aerospace, turbines |
| Ag-Cu-In-Ti | Ti | Glass, Alumina | Cu, Ni | Medical electronics, seals |
| Au-Ni-Ti | Ti | Sapphire, AlN | Kovar, Mo | Optoelectronics, space optics |
Industrial Applications of Active Brazing
-
Power Electronics
Used to bond AlN or Si3N4 substrates to metal baseplates in IGBT and inverter modules, ensuring strong thermal and electrical performance.
-
Aerospace & Defense
Used in radomes, sensors, and casings exposed to high temperatures and mechanical stress.
-
Medical Devices
For hermetically sealed ceramic feedthroughs and bio-inert implants requiring durable and leak-proof metal-to-ceramic joints.
-
Automotive Sensors
Reliable bonding of ceramics to metal connectors in environments exposed to vibration, chemicals, and heat.
-
Energy and Nuclear
Used in fuel cells, thermoelectric generators, and reactor parts for their ability to survive extreme thermal and radiation exposure.
Challenges in Active Metal Brazing
Residual Stress
CTE mismatch between ceramics and metals can crack joints. Controlled cooling, interlayers, and compliant metals help manage this issue.
Interfacial Brittleness
Overgrowth of reaction layers weakens the bond. Time and temperature must be closely monitored to control thickness.
Poor Wetting of Some Ceramics
SiC and AlN are difficult to wet. Pre-oxidation, rare-earth additives, and plasma activation help improve results.
Alloy Cost
Silver and indium are expensive. Research into Cu-based alloys continues to find cost-effective alternatives.
Environmental & Safety Considerations
- Lead-free alloys are preferred to comply with RoHS and REACH.
- Fluxless brazing minimizes chemical waste.
- Inert atmospheres ensure clean joints and fewer rejects.
Frequently Asked Questions (FAQs)
Q1: What ceramics can be brazed using active metal brazing?
Oxide ceramics like alumina and zirconia, and non-oxides like AlN and Si3N4, with the correct filler alloy.
Q2: Why is a vacuum or inert atmosphere needed?
To protect reactive elements like titanium from forming oxides before reacting with the ceramic.
Q3: What’s the benefit of laser-assisted brazing?
Laser brazing offers precision, faster processing, and lower heat input—ideal for small or delicate parts.
Q4: Can I join ceramics to stainless steel using this method?
Yes. Alloys like Cu-Sn-Ti and Ag-Cu-Ti can effectively join ceramics to stainless steel.
Q5: What is the biggest challenge in active brazing today?
Controlling residual stress and avoiding brittle interfacial layers are the most significant challenges in current applications.
 Products
Products About us
About us Contact us
Contact us