







































 HOME
HOME

-

Ceramic PCB for Humanoid Robot joint actuators
2026 04,07 -
LTCC PCB Surprises: What Most People Miss
2025 12,09 -
Step-by-Step Guide to DPC PCB Design for Sensor Systems
2025 12,03 -
Ceramic PCBs Essential Benefits and Applications
2025 12,01 -
How Al2O3 DPC Ceramic Substrate PCB Enhances Heat Dissipation in Modern Electronics?
2025 11,28 -
How to Choose Between Ceramic, FR4, and Metal Core PCBs
2025 11,27 -
DPC Ceramic PCB Materials: Surprising Science Inside
2025 11,26 -
Wire bondable 2-layer Alumina substrates PCB | Bstceramic PCB
2025 09,22 -
Silicon Nitride Substrate, Silicon Nitride Ceramic Substrate Formula
2025 05,08 -
What is thick film ceramic PCB?
2023 08,02
96 Alumina: Properties, Thermal Conductivity, and Substrate Applications
What Is 96% Alumina?
96 alumina is an engineering ceramic made with about 96% aluminum oxide, also written as Al₂O₃. The remaining percentage usually contains controlled additives that support sintering, densification, surface quality, and dimensional stability. This composition gives the material a useful balance of electrical insulation, thermal performance, mechanical strength, and manufacturing consistency.
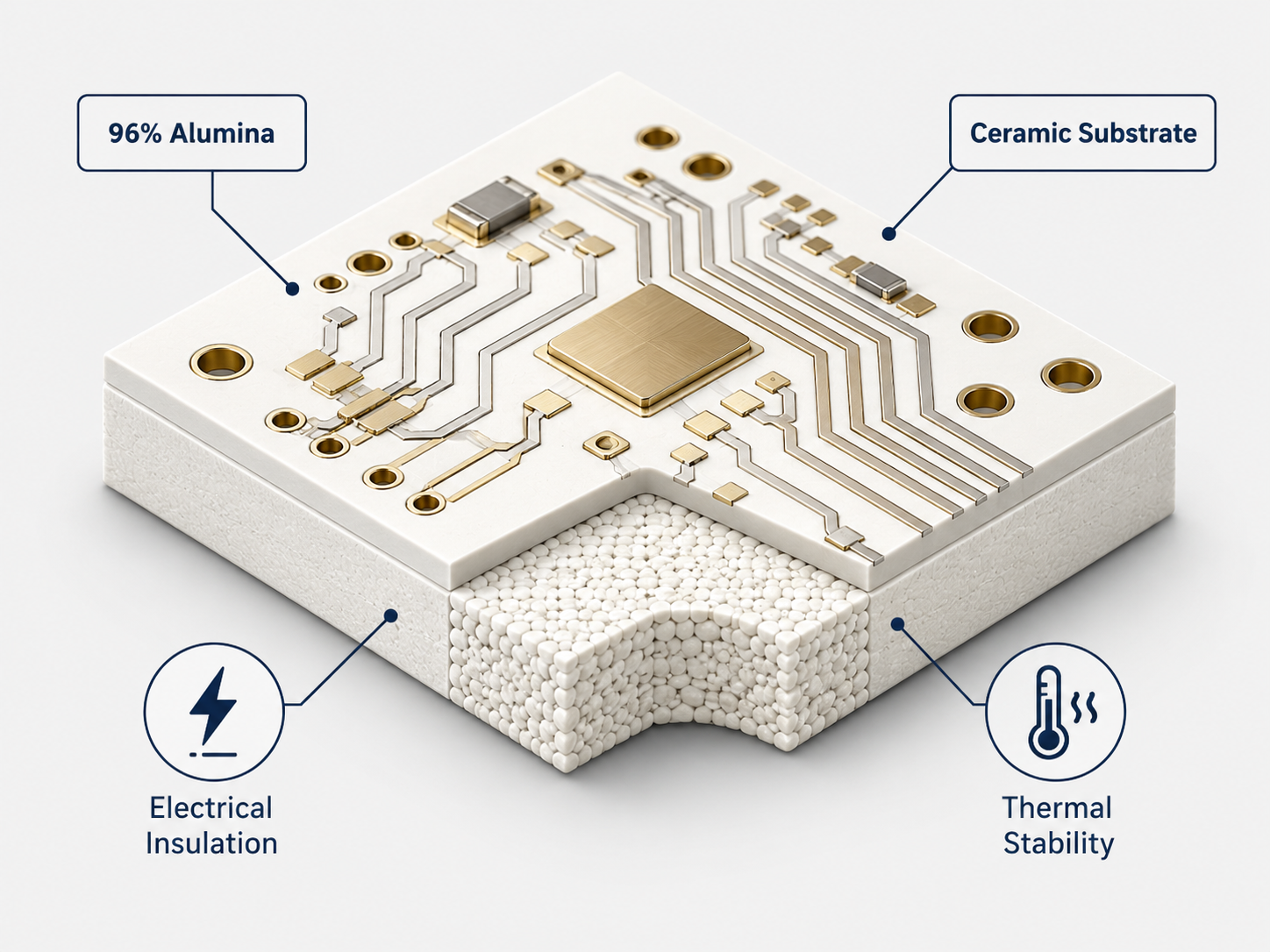
In electronics, 96 alumina ceramic is commonly used as a substrate material for thick film circuits, ceramic PCB, power modules, LED packages, sensors, RF components, and industrial control boards. It is selected when a circuit needs better heat resistance and thermal stability than FR4, while still requiring an electrically insulating base.
The value of this ceramic grade comes from balance. Higher-purity alumina can provide stronger performance in some areas, but it may also increase cost and processing difficulty. Lower-purity alumina may be more economical, but it may not offer the same level of stability for precision electronic substrates. For many commercial and industrial electronic applications, 96 alumina provides a practical middle point.
A 96 alumina substrate is rigid, inorganic, electrically insulating, and resistant to high temperatures. These characteristics make it suitable for circuits that operate in heat, voltage, vibration, or chemically demanding environments. It is also compatible with several metallization methods, including thick film printing, thin film processing, and direct copper-related ceramic PCB technologies, depending on the design requirement.
BSTCeramicPCB works with ceramic PCB and ceramic substrate projects where material selection affects thermal performance, circuit reliability, and production cost. In many cases, 96 alumina is chosen because it offers stable properties, mature processing, and broad application coverage.
What Is 95% Alumina?
95% alumina is another common technical ceramic grade. It contains about 95% aluminum oxide, with the remaining part made up of sintering aids and minor additives. It is widely used for electrical insulation, structural ceramic components, wear parts, and general industrial applications.
Because 95% alumina and 96% alumina are close in composition, they may appear similar in datasheets. Both materials can provide high insulation resistance, good mechanical strength, low moisture absorption, and strong temperature resistance. However, small changes in alumina content and additive chemistry can influence thermal conductivity, dielectric behavior, surface finish, and manufacturing tolerance.
95% alumina is often used when the application needs reliable ceramic insulation but does not require the tighter property control often expected from electronic substrate materials. Examples include ceramic spacers, insulators, tubes, guides, seals, bushings, and mechanical support parts. It can also be used for some circuit substrates, but this depends on the required flatness, surface roughness, metallization adhesion, and thermal behavior.
The choice between 95% and 96% alumina should be based on application requirements rather than purity alone. A structural ceramic insulator may work well with 95% alumina. A ceramic circuit substrate, however, may require the more established property profile of 96 alumina ceramic, especially when the product involves printed conductors, soldering, bonding, or thermal cycling.
For buyers, the key point is simple: 95% alumina is suitable for many industrial parts, while 96 alumina is more commonly specified for electronic substrates and ceramic PCB applications. The final choice should consider operating temperature, voltage, heat load, surface finish, circuit pattern, metallization method, and cost target.
How Do 90–98% Alumina Ceramics Compare?
Alumina ceramics from 90% to 98% are used in many industrial and electronic products. As alumina content increases, the material usually gains improved hardness, wear resistance, dielectric performance, and chemical stability. At the same time, manufacturing cost and processing difficulty may also rise.
Lower-purity alumina grades, such as 90% and 92%, usually contain more glassy phase. This can make the ceramic easier to form and sinter. These grades are suitable for general insulation, wear-resistant parts, and mechanical components where the property requirements are moderate.
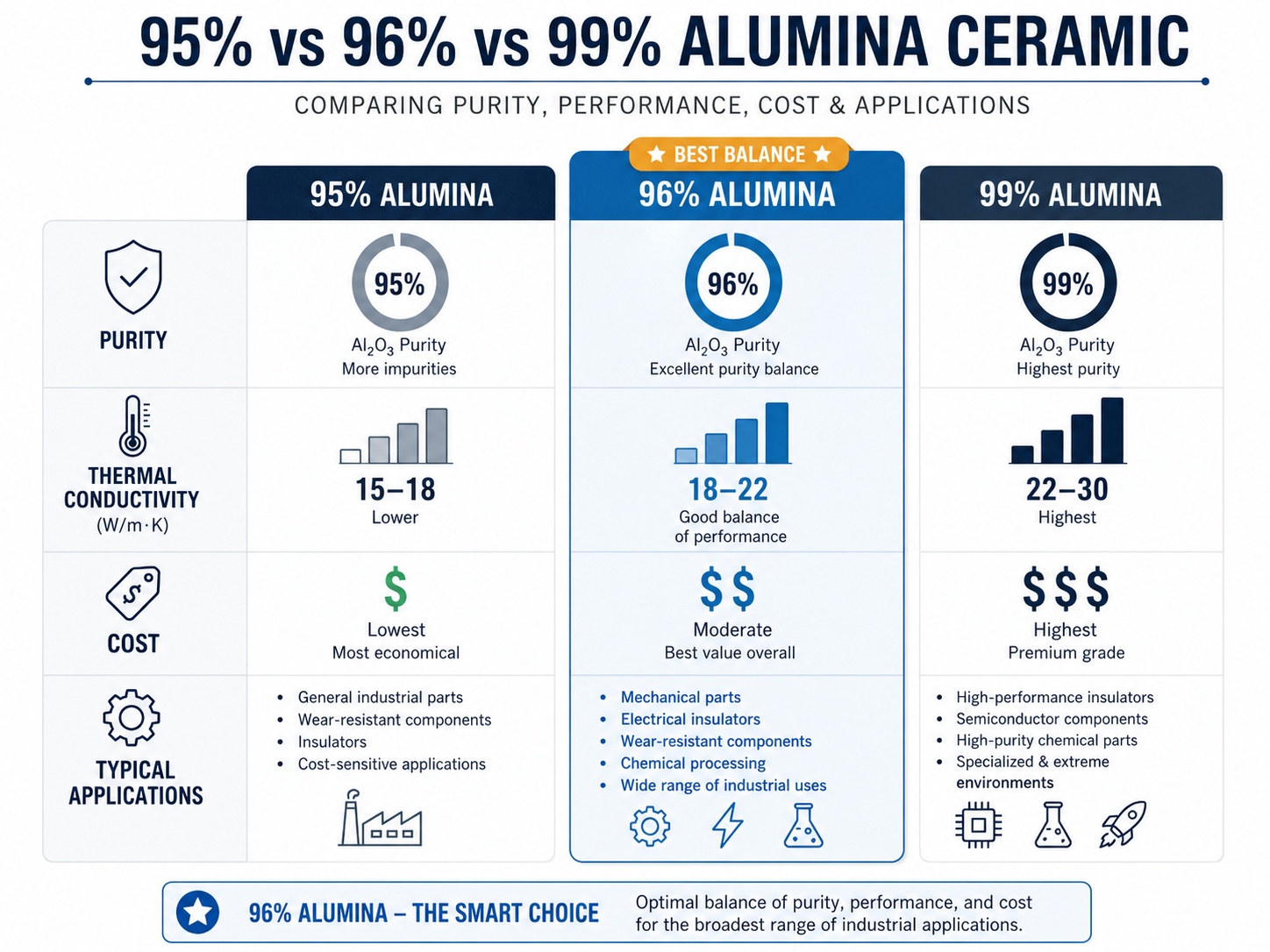
Mid-range grades, such as 95% and 96%, are widely used because they offer stable performance and cost-effective production. Among them, 96 alumina is especially common in electronic substrates because it provides a strong combination of insulation, thermal conductivity, surface quality, and processing maturity.
Higher grades, such as 97% and 98%, are selected when the application needs higher purity, better wear behavior, improved dielectric stability, or stronger chemical resistance. These grades can be useful for precision ceramic parts and more demanding electronic or industrial environments.
| Alumina Grade | General Positioning | Main Characteristics | Typical Applications |
|---|---|---|---|
| 90% alumina | Economical ceramic grade | Good insulation, moderate mechanical strength, easier processing | General insulators, ceramic parts, industrial components |
| 92% alumina | Cost-effective technical ceramic | Better wear resistance than lower grades, stable mechanical behavior | Guides, sleeves, supports, wear parts |
| 95% alumina | Balanced industrial ceramic | High insulation, good strength, broad availability | Insulators, structural parts, selected substrates |
| 96% alumina | Common electronic substrate grade | Good thermal conductivity, high insulation, stable processing | Ceramic PCB, thick film circuits, LED modules, power electronics |
| 97–98% alumina | Higher-purity ceramic | Better chemical resistance, improved wear behavior, stronger stability | Precision parts, advanced insulation, special electronic components |
This comparison shows why purity should not be the only selection factor. A higher alumina percentage may improve certain properties, but the best material is the one that fits the circuit structure, reliability target, processing method, and budget. For ceramic PCB manufacturing, 96 alumina substrates are often selected because they provide stable performance without unnecessary over-specification.
What Are Alumina 96 Material Properties?
Alumina 96 material properties make it suitable for electronic, thermal, and mechanical applications. The material can insulate electricity, transfer heat better than most organic laminates, resist high temperatures, and maintain dimensional stability during operation. These properties are important for ceramic PCB, thick film circuits, LED modules, sensors, and power devices.
Typical values can vary by supplier, forming method, sintering profile, substrate thickness, and surface finish. For engineering use, the values below should be treated as common reference ranges. For production, the exact datasheet from the selected ceramic supplier should be confirmed.
| Property | Typical Value or Range | Engineering Meaning |
| Alumina content | About 96% Al₂O₃ | Defines the ceramic grade |
| Density | About 3.7–3.8 g/cm³ | Indicates material compactness |
| Thermal conductivity | About 20–26 W/m·K | Helps transfer heat from components |
| CTE | About 6.5–8.0 × 10⁻⁶/°C | Supports dimensional stability under temperature change |
| Dielectric constant | About 9–10 at 1 MHz | Affects circuit behavior and signal design |
| Dielectric strength | Often above 10–15 kV/mm | Supports high electrical insulation |
| Flexural strength | About 300–500 MPa | Helps resist bending and handling stress |
| Water absorption | Very low | Supports stable electrical behavior in humid conditions |
| Maximum service temperature | Often above 1,000°C, depending on design | Suitable for high-temperature environments |
These properties explain why 96 alumina ceramic is used when FR4, standard plastic packages, or common insulating materials cannot meet the thermal or temperature requirement. FR4 remains suitable for many standard PCBs, but its thermal conductivity is much lower. Alumina 96 gives engineers a ceramic base that can handle more demanding thermal and environmental conditions.
The material also provides a stable surface for metallization. Conductive layers can be formed by thick film printing, thin film deposition, or copper-related ceramic PCB processes. Each method has different requirements for surface roughness, adhesion, line width, copper thickness, and operating temperature.
For ceramic PCB buyers, material properties should be reviewed together with manufacturing details. Substrate thickness, surface finish, flatness, laser cutting, hole processing, metallization adhesion, copper thickness, and inspection methods all influence final performance. BSTCeramicPCB can help review these factors before production to improve manufacturability and reduce design risk.
What Is 96 Alumina Thermal Conductivity?
96 alumina thermal conductivity is typically around 20–26 W/m·K at room temperature, depending on the grade, density, and supplier. This value is much higher than standard FR4, which is usually around 0.3 W/m·K. Because of this difference, 96 alumina is often selected for circuits that need better heat transfer while keeping electrical insulation.
Thermal conductivity matters because many electronic components generate heat during operation. Power LEDs, resistors, MOSFETs, IGBTs, laser diodes, RF devices, and sensor modules all need a stable thermal path. If heat remains concentrated near the component, electrical performance and service life can be affected. A ceramic substrate helps move heat away from the hot area and distribute it through the substrate structure.
Compared with aluminum nitride, 96 alumina has lower thermal conductivity. However, it is easier to source, more economical, and sufficient for many medium-power and high-reliability designs. This is why alumina 96 thermal conductivity is considered practical rather than extreme. It provides a strong improvement over organic PCB materials while keeping production cost within a reasonable range.
| Material | Typical Thermal Conductivity | Electrical Behavior | Common Use |
| FR4 | About 0.3 W/m·K | Insulating | Standard PCB and control circuits |
| 96 alumina | About 20–26 W/m·K | Insulating | Ceramic PCB, LED, sensors, power circuits |
| 99 alumina | Often about 25–35 W/m·K | Insulating | Higher-purity substrates and precision ceramic parts |
| Aluminum nitride | Often above 150 W/m·K | Insulating | High-power modules and advanced thermal substrates |
| Copper | About 400 W/m·K | Conductive | Heat spreaders, copper base PCB, metal parts |
The thermal performance of a final circuit depends on more than the ceramic material. Copper area, conductor thickness, solder layer, component package, thermal interface material, substrate thickness, and heat sink contact all affect heat flow. A high thermal conductivity substrate helps, but the full stack must be designed correctly.
For LED ceramic substrates, 96 alumina helps transfer heat away from the chip area while maintaining insulation. For power electronics, it supports compact circuit layouts where heat density is higher than in ordinary control boards. For sensor modules, it provides a stable ceramic platform for applications exposed to temperature fluctuation.
BSTCeramicPCB reviews thermal requirements together with circuit layout and substrate structure. This approach helps customers choose between alumina, aluminum nitride, copper-based structures, or other thermal management solutions based on actual operating conditions.
What Is 96 Alumina CTE?
96 alumina CTE means the coefficient of thermal expansion of 96% alumina ceramic. It shows how much the material expands when temperature rises and contracts when temperature falls. This property is important in ceramic substrate design because electronic assemblies often include several materials bonded together.
Typical 96 alumina CTE values are about 6.5–8.0 × 10⁻⁶/°C, depending on the measurement temperature range and supplier specification. Datasheets may list values for 25–200°C, 25–300°C, or higher ranges. The exact range should be checked because CTE is temperature-dependent.
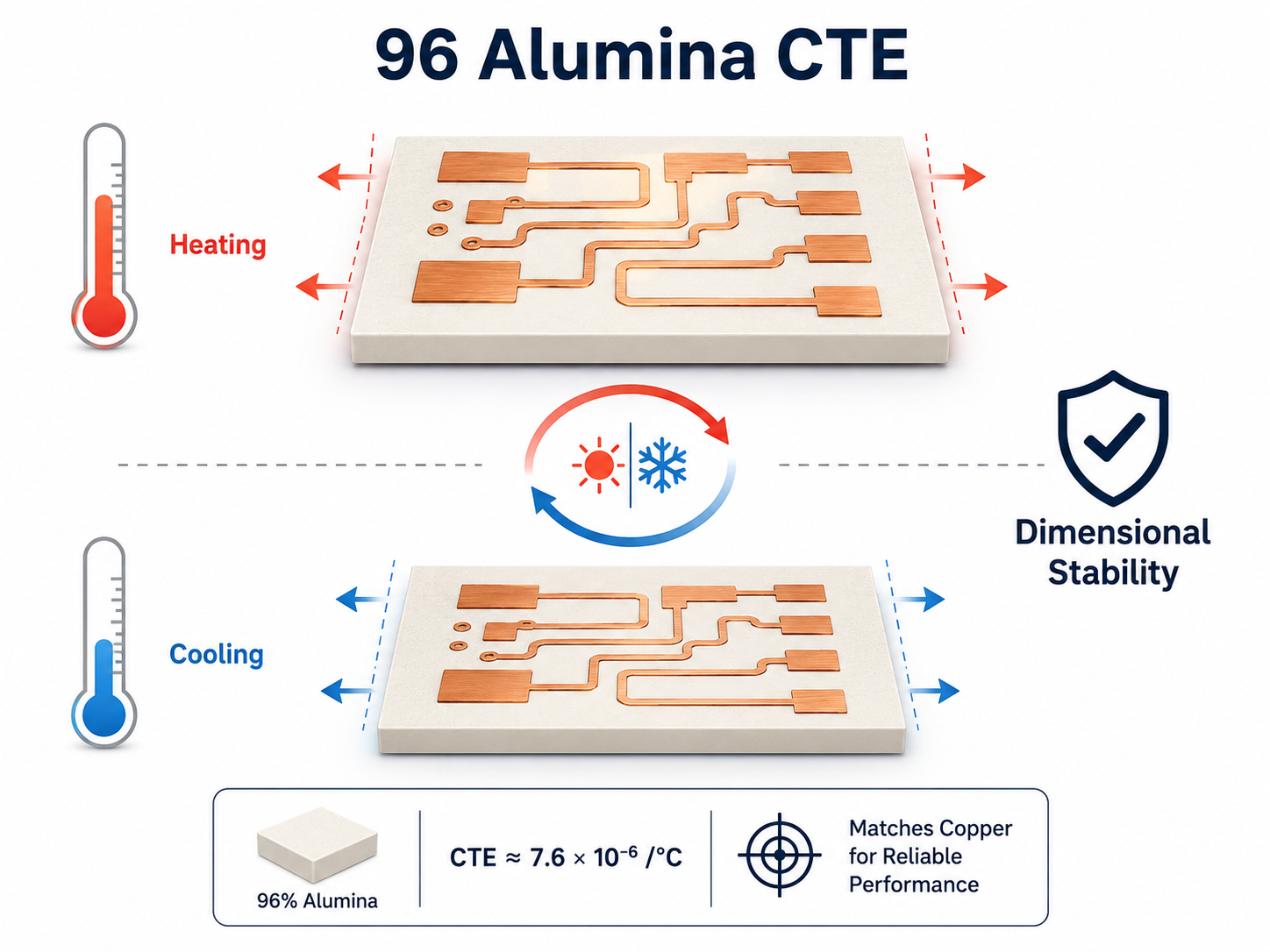
In a ceramic PCB or ceramic substrate assembly, alumina may be combined with copper, silver, nickel, gold, solder, semiconductor chips, resistors, capacitors, encapsulants, and heat sinks. These materials expand at different rates. When temperature changes repeatedly, the mismatch can create stress in solder joints, conductor layers, vias, bonding interfaces, or component packages.
A stable CTE helps improve dimensional control and thermal cycling behavior. Alumina does not match every material perfectly, but it offers a useful expansion range for many electronic assemblies. It is more stable than many polymer-based PCB materials at high temperature and is compatible with several ceramic circuit processes.
CTE is especially important in these situations:
- Circuits exposed to repeated heating and cooling.
- Power modules with soldered or bonded semiconductor devices.
- Ceramic substrates with thick copper or dense metallization.
- LED modules requiring stable chip-to-substrate interfaces.
- Automotive, aerospace, and industrial electronics operating in variable temperatures.
The correct CTE choice depends on the full material stack. A substrate may have a suitable CTE by itself, but stress can still occur if copper thickness, solder area, chip size, or package structure is not designed properly. For this reason, ceramic PCB design should consider material selection, conductor design, substrate thickness, and assembly conditions together.
For projects using 96 alumina substrates, BSTCeramicPCB can help evaluate CTE-related design factors such as copper coverage, substrate size, hole placement, metallization method, and thermal cycling requirements.
How Is 96 Alumina Ceramic Different from 99 Alumina Ceramic?
96 alumina ceramic and 99 alumina ceramic are both aluminum oxide ceramics. The main difference is purity. 96 alumina contains about 96% Al₂O₃, while 99 alumina contains about 99% Al₂O₃ or higher, depending on the grade. This difference changes performance, cost, processing behavior, and typical applications.
96 alumina is widely used for electronic substrates because it offers good thermal conductivity, high electrical insulation, stable mechanical strength, and mature processing. It is suitable for ceramic PCB, thick film circuits, LED modules, power electronics, and sensor substrates.
99 alumina has higher purity and usually provides stronger chemical resistance, higher hardness, better wear resistance, and improved stability in demanding environments. It is often selected for semiconductor equipment parts, precision ceramic components, high-temperature insulators, vacuum components, and applications requiring lower contamination risk.
Before choosing between them, it is useful to compare their practical differences.
| Item | 96 Alumina Ceramic | 99 Alumina Ceramic |
| Alumina content | About 96% | About 99% or higher |
| Cost level | Lower than high-purity alumina | Usually higher |
| Thermal conductivity | About 20–26 W/m·K | Often about 25–35 W/m·K |
| Mechanical performance | Good strength and stability | Higher hardness and wear resistance |
| Chemical resistance | Suitable for many industrial environments | Stronger in demanding environments |
| Processability | Mature for substrate and thick film use | More demanding in some processes |
| Common electronic use | Ceramic PCB, thick film circuits, LED, power modules | Precision substrates, high-purity parts, special insulation |
| Best-fit selection logic | Balanced performance and cost | Higher purity and harsher application conditions |
The better choice depends on the operating environment. For many circuit substrate applications, 96 alumina provides enough performance and better cost efficiency. For applications involving higher purity requirements, stronger wear conditions, aggressive chemical exposure, or semiconductor-related equipment, 99 alumina may be more suitable.
In PCB and ceramic circuit manufacturing, higher purity does not automatically mean a better design. A material that exceeds the actual requirement may increase cost without improving field performance. A clear review of heat load, voltage, mechanical stress, chemical exposure, and assembly process is more useful than choosing by purity alone.
What Are 99 Alumina Ceramic Properties?
99 alumina ceramic properties come from its high aluminum oxide content and lower level of secondary phases. This material is known for high hardness, strong wear resistance, high electrical insulation, good chemical stability, and high-temperature capability. It is used when the application needs higher purity or stronger durability than mid-purity alumina grades.
Typical 99 alumina ceramic properties may include thermal conductivity around 25–35 W/m·K, density close to 3.9 g/cm³, CTE around 7–8.5 × 10⁻⁶/°C, high dielectric strength, high volume resistivity, and strong mechanical durability. Exact numbers depend on the purity level, such as 99%, 99.5%, 99.6%, or 99.8%, as well as the forming and sintering process.
| Property | Typical 99 Alumina Performance | Practical Meaning |
| Purity | About 99% Al₂O₃ or higher | Lower impurity level |
| Density | Close to 3.9 g/cm³ | Dense ceramic structure |
| Thermal conductivity | Often about 25–35 W/m·K | Better heat transfer than many lower alumina grades |
| CTE | About 7–8.5 × 10⁻⁶/°C | Stable expansion behavior |
| Hardness | High | Good wear resistance |
| Electrical insulation | High | Suitable for voltage-sensitive applications |
| Chemical resistance | Strong | Useful in demanding process environments |
| Temperature resistance | High | Suitable for high-temperature use |
99 alumina is often used for semiconductor equipment components, vacuum ceramic parts, high-temperature insulators, wear-resistant parts, ceramic tubes, precision mechanical components, and specialized electronic substrates. It is also used in medical, laser, industrial, and measurement equipment where material purity and stability are important.
For ceramic PCB applications, 99 alumina may be selected when the product needs higher purity, better thermal properties, or stronger chemical resistance. In many standard ceramic circuit applications, 96 alumina remains the more practical choice because it provides stable performance at a more controlled cost.
Material selection should also include manufacturing feasibility. Higher-purity ceramics may require more precise processing, tighter control of surface finish, and different metallization conditions. Buyers should check whether the selected supplier can support the required substrate size, thickness, tolerance, surface roughness, hole processing, and metallization structure.
BSTCeramicPCB supports ceramic PCB and substrate evaluation based on electrical, thermal, mechanical, and production requirements. This helps customers compare 96 alumina, 99 alumina, aluminum nitride, and other ceramic materials before confirming the final design.
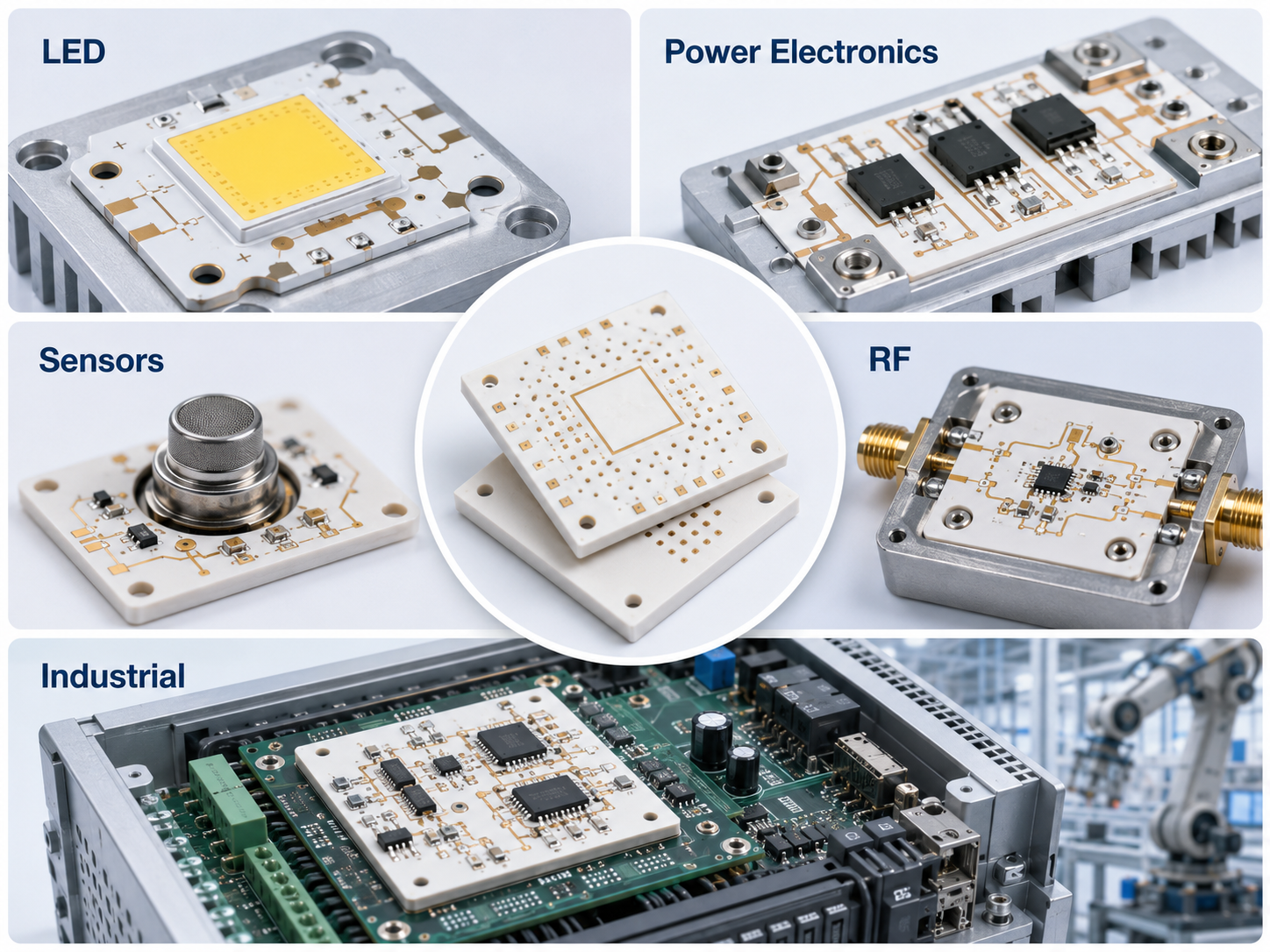
What Are 96 Alumina Substrates Used For?
96 alumina substrates are used as ceramic bases for electronic circuits and components that need electrical insulation, heat resistance, thermal transfer, and dimensional stability. They are common in ceramic PCB, thick film circuits, power electronics, LED modules, sensors, RF devices, and industrial control systems.
In a ceramic circuit, the substrate supports conductive patterns, solder pads, resistive layers, vias, and surface finishes. The conductive layer may be formed by thick film printing, thin film metallization, DPC processing, or other ceramic PCB technologies. The correct process depends on line width, copper thickness, current load, bonding method, and operating environment.
Common uses include:
- LED ceramic substrates for high-power LEDs, UV LEDs, lighting modules, and compact light engines.
- Power electronic substrates for MOSFETs, IGBTs, resistors, converters, inverters, and control modules.
- Thick film hybrid circuits for industrial electronics, automotive electronics, and measurement equipment.
- Sensor substrates for pressure sensors, oxygen sensors, temperature sensors, and precision detection modules.
- RF and microwave ceramic circuits requiring stable dielectric behavior and rigid substrate support.
- Medical electronic modules requiring stable insulation, clean surfaces, and long-term performance.
- Automotive and energy electronics used in charging systems, battery management, and power conversion.
In LED products, the substrate helps conduct heat away from the chip area while maintaining electrical insulation. In power electronics, it supports higher thermal loads than many standard PCB materials. In sensors, it provides a stable platform for circuits exposed to heat, vibration, or environmental change.
96 alumina substrates can also support different metallization systems. Depending on the product, the circuit may use silver, gold, copper, nickel, tungsten, molybdenum-manganese, or other metal systems. The selection depends on current carrying capacity, solderability, bonding method, surface finish, operating temperature, and cost.
For buyers, the substrate choice should be linked to the complete product design. Important factors include substrate thickness, copper or metallization thickness, line width and spacing, hole size, surface roughness, flatness, thermal path, assembly process, and inspection requirements. A suitable substrate improves both manufacturing stability and product reliability.
BSTCeramicPCB provides ceramic PCB and substrate support for customers who need alumina-based circuit solutions. The team can review Gerber files, drawings, stack-up requirements, metallization needs, thermal targets, and assembly conditions before production.
In summary, 96 alumina is a practical ceramic material for electronic substrates. It offers good thermal conductivity, high electrical insulation, stable CTE, strong mechanical performance, and mature manufacturing compatibility. 99 alumina provides higher purity for more demanding environments, while 96 alumina remains a widely used option for ceramic PCB, thick film circuits, LED modules, sensors, and power electronics. For ceramic PCB or alumina substrate projects, contact BSTCeramicPCB at sales@bstceramicpcb.com.
 Products
Products About us
About us Contact us
Contact us