







































 HOME
HOME

-

Ceramic PCB for Humanoid Robot joint actuators
2026 04,07 -
LTCC PCB Surprises: What Most People Miss
2025 12,09 -
Step-by-Step Guide to DPC PCB Design for Sensor Systems
2025 12,03 -
Ceramic PCBs Essential Benefits and Applications
2025 12,01 -
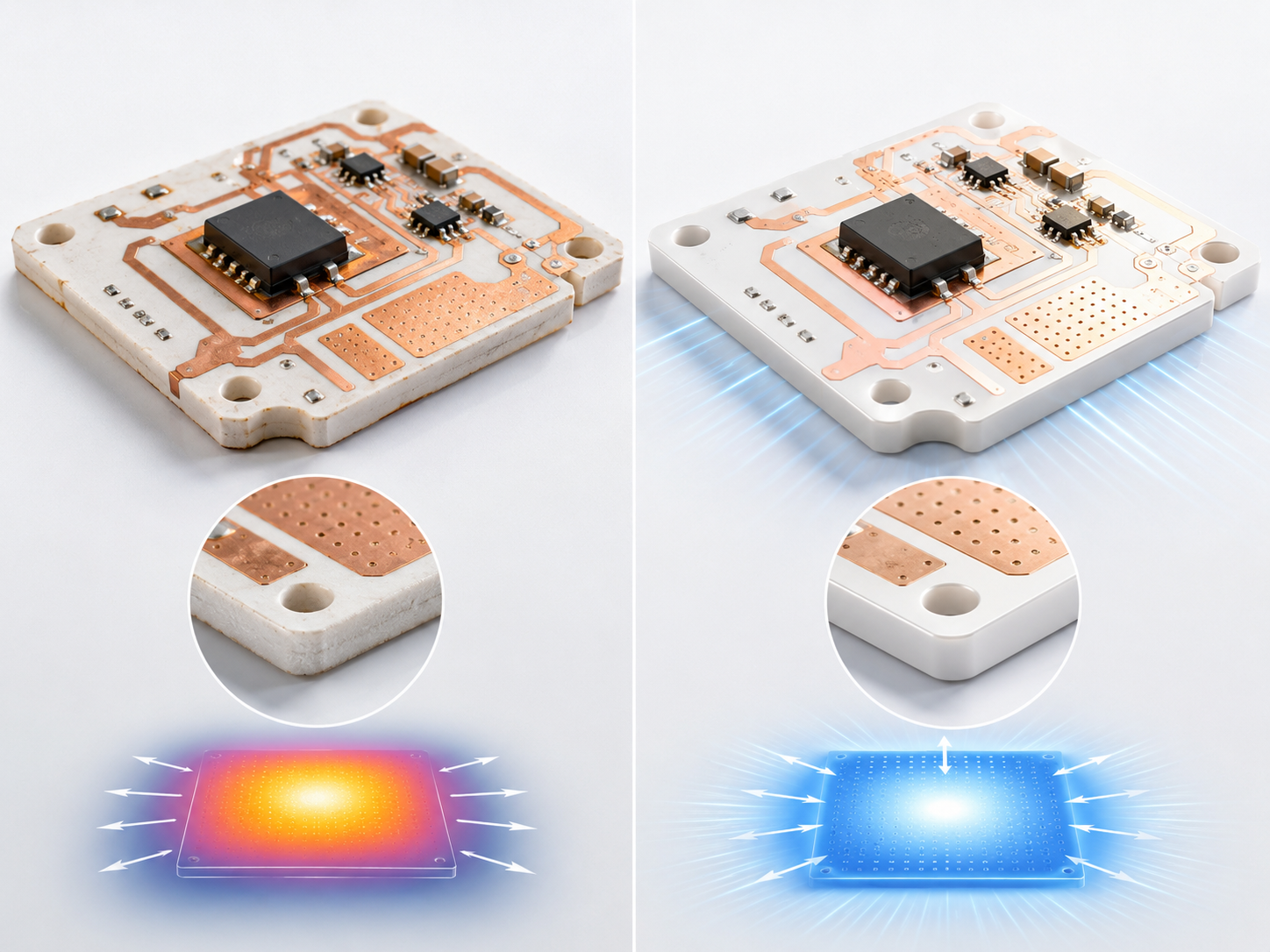
How Al2O3 DPC Ceramic Substrate PCB Enhances Heat Dissipation in Modern Electronics?
2025 11,28 -
How to Choose Between Ceramic, FR4, and Metal Core PCBs
2025 11,27 -
DPC Ceramic PCB Materials: Surprising Science Inside
2025 11,26 -
Wire bondable 2-layer Alumina substrates PCB | Bstceramic PCB
2025 09,22 -
Silicon Nitride Substrate, Silicon Nitride Ceramic Substrate Formula
2025 05,08 -
What is thick film ceramic PCB?
2023 08,02
Aluminum Oxide Thermal Conductivity: What You Need to Know?
What Is Aluminum Oxide Thermal Conductivity?
Aluminum oxide thermal conductivity describes how efficiently aluminum oxide, also known as alumina or Al₂O₃, transfers heat through its ceramic body. In engineering terms, it is measured in watts per meter-kelvin, written as W/m·K. A higher value means heat can move through the material more easily, which is important when a ceramic part or ceramic PCB substrate must carry heat away from electronic components, power modules, sensors, or LED assemblies.
Typical engineering-grade alumina ceramics often show thermal conductivity from around 18 to 30 W/m·K, depending on purity, density, formulation, and manufacturing process. For example, published material data shows 96% alumina around 24.7–25 W/m·K, while some higher-purity alumina grades reach around 29–33 W/m·K at room temperature.
In a ceramic PCB or electronic substrate, this value should always be considered together with substrate thickness, copper thickness, via design, surface finish, component power, solder joint quality, and the final heat sink structure.
Why Is Aluminum Oxide Used as a Thermal Ceramic Material?
Aluminum oxide is used as a thermal ceramic material because it offers a rare mix of heat transfer, dielectric strength, mechanical durability, chemical resistance, and cost efficiency. It is not the highest thermal conductivity ceramic available, but it is one of the most balanced and widely adopted options for electronics manufacturing. That practical balance is what makes it valuable.
Compared with FR4, alumina has a much higher thermal conductivity and much better high-temperature stability. Compared with aluminum nitride, alumina is usually more economical and easier to source. Compared with zirconia, it provides better heat conduction. This gives alumina a strong position in applications where performance, manufacturability, and cost must be balanced.
Engineers often choose aluminum oxide ceramic when they need:
- Reliable electrical insulation with better heat spreading than organic laminates.
- A ceramic substrate that can handle elevated temperatures and harsh environments.
- Good dimensional stability for precision electronic assemblies.
- A mature material supply chain with predictable production behavior.
- A cost-effective ceramic option for medium-power and high-reliability products.
What Is the Typical Thermal Conductivity of Aluminum Oxide?
The typical thermal conductivity of aluminum oxide depends mainly on alumina purity, ceramic density, grain structure, additives, and test temperature. For most electronic ceramic substrate discussions, engineers usually see values around 18–30 W/m·K. High-purity grades may reach slightly higher values, while lower-density or special formulations may sit closer to the lower side of the range.
Before selecting a ceramic substrate, it is useful to compare typical grades side by side.
| Aluminum Oxide Grade | Typical Thermal Conductivity | Common Use Case | Engineering Note |
|---|---|---|---|
| 90–92% alumina | Around 15–22 W/m·K | General ceramic parts, insulators, wear parts | Economical and robust, but usually lower in thermal performance |
| 96% alumina | Around 22–25 W/m·K | Ceramic substrates, thick-film circuits, electronic insulation | A popular balance of cost, strength, insulation, and heat transfer |
| 99% alumina | Around 27–30 W/m·K | Higher-performance ceramic substrates and precision parts | Better purity can improve thermal and dielectric consistency |
| 99.5–99.9% alumina | Around 30–33 W/m·K | Advanced substrates, semiconductor-related ceramic parts | Higher purity supports stronger thermal performance but raises processing cost |
For PCB and substrate work, the number on the datasheet is only part of the decision. A 0.38 mm alumina substrate and a 1.0 mm alumina substrate can behave differently in the final product because heat must travel through different distances. Copper coverage, circuit geometry, thermal vias, solder layer thickness, and heat sink contact quality also matter. That is why an experienced ceramic PCB manufacturer will evaluate the full thermal path instead of focusing only on the ceramic material value.
When customers discuss alumina ceramic substrate options with BSTCERAMICPCB, the engineering review usually looks at power density, copper pattern, insulation requirement, working temperature, assembly method, and production quantity. This helps choose a grade that fits the actual application rather than over-specifying the material.
How Does Aluminum Oxide Thermal Conductivity Compare with Other Ceramics?
Aluminum oxide thermal conductivity is moderate to strong among technical ceramics. It performs much better than zirconia in heat transfer, but it is lower than aluminum nitride, silicon carbide, and some boron nitride grades. This comparison matters because different ceramics are selected for different priorities. Some designs need maximum heat conduction. Others need impact strength, chemical resistance, machinability, dielectric behavior, or cost control.
Alumina is often the “workhorse” ceramic for electronic substrates because it offers enough thermal conductivity for many applications while keeping price and processing complexity manageable. Aluminum nitride is the better choice for very high heat flux, especially where thermal conductivity is the top priority. Zirconia is useful where toughness and wear resistance matter more than heat transfer. Silicon nitride is attractive for mechanical strength and thermal shock resistance. The best material depends on the design target.
Here is a practical comparison.
| Ceramic Material | Typical Thermal Conductivity | Main Strength | Typical Electronics Use |
|---|---|---|---|
| Aluminum oxide / alumina | Around 18–33 W/m·K | Balanced insulation, strength, cost, and heat transfer | Ceramic PCBs, thick-film substrates, resistors, sensors, LED bases |
| Aluminum nitride / AlN | Around 150–230 W/m·K | Very high thermal conductivity with electrical insulation | High-power modules, laser diodes, advanced LED, power semiconductor substrates |
| Zirconia / ZrO₂ | Around 2–3 W/m·K | High toughness and wear resistance | Mechanical ceramic parts, insulation parts, structural components |
| Silicon nitride / Si₃N₄ | Around 20–90 W/m·K depending on grade | Strength, thermal shock resistance, reliability | Power module substrates, structural ceramic parts |
| Silicon carbide / SiC | Often above 100 W/m·K depending on grade | High thermal conductivity and high-temperature behavior | Heat-resistant parts, semiconductor-related components, harsh environment parts |
For many PCB-related applications, alumina is a smart choice when FR4 is thermally limited, but AlN is more performance than the design needs. A power resistor ceramic base, LED ceramic substrate, sensor board, or compact high-temperature module may perform very well on alumina. The material gives the engineer a stronger heat path than organic laminate while keeping procurement and production more accessible.
Aluminum nitride becomes more attractive when a design has very high power density, strict junction temperature limits, or compact packaging with limited heat sink area. However, AlN also requires careful handling and process control. Its cost is typically higher, and the full manufacturing route needs to be matched with the final performance target.
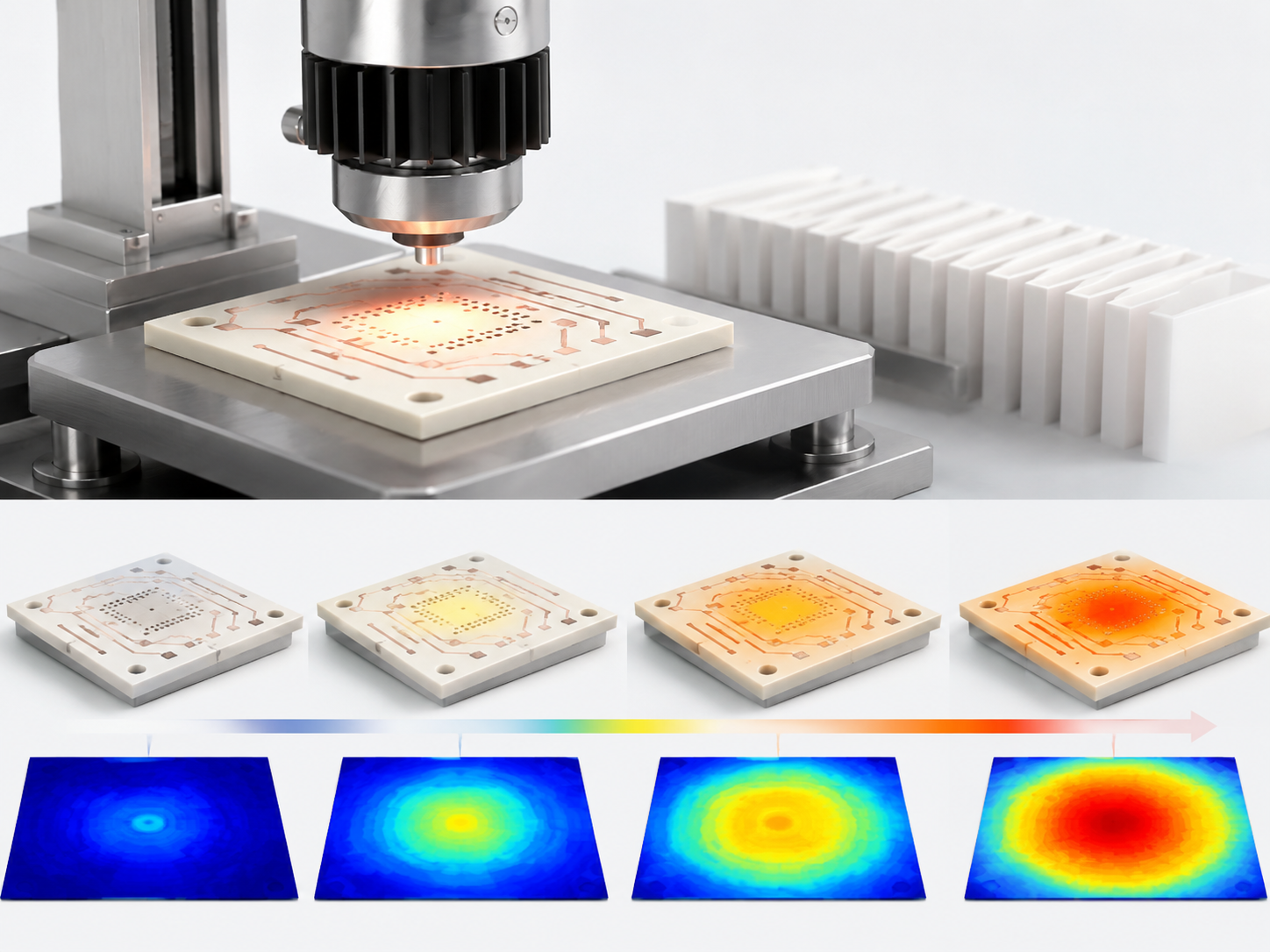
How Does Aluminum Oxide Thermal Conductivity vs Temperature Change?
Aluminum oxide thermal conductivity vs temperature usually shows a gradual decrease as temperature rises. At room temperature, alumina tends to show its strongest heat conduction. As the ceramic becomes hotter, phonon scattering increases inside the crystal lattice, and heat moves less efficiently. This is common behavior in many non-metallic crystalline materials.
In practical terms, engineers should avoid treating the room-temperature datasheet value as the only design value. A substrate listed at 25 W/m·K at room temperature may show lower effective conductivity at several hundred degrees Celsius. For many electronic products, the working temperature is far below extreme ceramic limits, but the trend still matters in power electronics, high-temperature sensors, LED modules, and industrial assemblies.
A general engineering view is shown below.
| Temperature Condition | Expected Alumina Behavior | Design Meaning |
|---|---|---|
| Room temperature, around 20–25°C | Highest commonly quoted thermal conductivity | Useful for datasheet comparison and early material screening |
| Moderate operating temperature, around 80–150°C | Conductivity may be slightly lower | Suitable for most electronics if the full thermal path is designed well |
| High operating temperature, around 200–500°C | Conductivity continues to decrease gradually | Important for sensors, heaters, power ceramics, and harsh environments |
| Very high temperature | Ceramic structure remains stable, but conductivity is lower than room-temperature value | Use application-specific data and reliability testing |
A recent technical overview explains that alumina ceramic thermal conductivity typically decreases as temperature increases because of enhanced phonon scattering, while the material keeps useful structural stability at elevated temperature. The key takeaway is simple: alumina remains a dependable thermal ceramic, but its performance should be evaluated at the actual working temperature of the product.
This temperature behavior is especially important in designs where heat generation is continuous. A short pulse load and a 24-hour continuous load can create different thermal stress conditions. The ceramic substrate, copper layer, solder joint, component package, and heat sink interface all respond to temperature cycling. Good design practice includes thermal simulation, prototype testing, and material confirmation under real operating conditions.
For ceramic PCB projects, BSTCERAMICPCB can review the working temperature, copper layout, ceramic thickness, and assembly structure before production. This helps customers avoid selecting a substrate only by a room-temperature number. A practical review may include questions such as: How much power does each component dissipate? Is the heat source concentrated or spread out? Is the board mounted to a metal housing? Will thermal grease, solder, or adhesive be used at the interface? Does the product see rapid temperature cycling?
What Factors Affect the Thermal Conductivity of Aluminum Oxide?
The thermal conductivity aluminum oxide delivers in a finished product depends on both material quality and manufacturing control. Two alumina parts with the same nominal purity can perform differently if they have different density, porosity, grain size, additives, or surface condition.
Purity is one of the strongest factors. Higher alumina purity usually improves thermal conductivity because there are fewer glassy phases and impurity phases blocking heat flow. A 99.5% alumina ceramic can often transfer heat more efficiently than a 96% alumina ceramic, but the improvement must be weighed against cost, metallization compatibility, and processing requirements.
Density and porosity also play a major role. Air pockets and microvoids are poor heat conductors. A dense, well-sintered alumina body gives heat a cleaner path through the ceramic.
Several factors should be checked during material selection:
- Alumina purity: Higher purity often supports better thermal performance and more stable electrical properties.
- Sintering density: Dense ceramics conduct heat more effectively than porous ceramics.
- Grain size and microstructure: Controlled grain structure helps create a stable thermal path.
- Additives and glass phase: Some additives improve processing, while excessive glassy phase may reduce heat conduction.
- Substrate thickness: Thinner ceramic can reduce through-thickness thermal resistance.
- Metallization quality: Copper, tungsten, molybdenum-manganese, silver, or other metallization systems affect heat spreading and solderability.
- Operating temperature: Thermal conductivity changes as the ceramic heats up.
The final board structure matters as much as the ceramic slab itself. In a ceramic PCB, heat usually starts at a component junction, moves through the package, solder joint, copper pad, ceramic layer, backside metallization, and then into a housing or heat sink. Each layer adds thermal resistance.
Surface flatness and contact pressure also influence real-world heat transfer. If a ceramic substrate is mounted to a metal base with an uneven interface, tiny air gaps can form. These gaps increase thermal resistance.
Copper pattern design is another important factor. Large copper areas can spread heat laterally before it passes through the ceramic. Narrow traces and isolated pads can create hot spots. For high-power ceramic substrates, layout review is essential.
BSTCERAMICPCB can support DFM review, ceramic substrate selection, copper layout discussion, and production feasibility checks for customers who are moving from FR4, MCPCB, or standard ceramic parts toward higher thermal reliability.
How Do 96% Alumina and 99% Alumina Compare in Thermal Performance?
96% alumina and 99% alumina are both widely used ceramic materials, but they target slightly different performance and cost positions. 96% alumina is often chosen for general electronic substrates because it provides a strong balance of thermal conductivity, dielectric strength, mechanical stability, and cost. 99% alumina offers higher purity and can provide better thermal performance, cleaner dielectric behavior, and stronger suitability for precision applications.
The difference comes from composition. In 96% alumina, the remaining percentage usually includes sintering aids and glass-forming additives. These help processing and can make the ceramic easier to manufacture. In 99% alumina, there are fewer secondary phases, so heat can move through the ceramic body more effectively.
A practical comparison is shown below.
| Item | 96% Alumina | 99% Alumina |
|---|---|---|
| Typical thermal conductivity | Around 22–25 W/m·K | Around 27–30 W/m·K |
| Material purity | Good engineering-grade purity | Higher purity with fewer secondary phases |
| Cost position | More economical | Higher cost than 96% alumina |
| Processing behavior | Mature, widely available, production-friendly | Requires tighter process control |
| Common applications | Thick-film substrates, ceramic PCBs, resistors, sensors, industrial electronics | Precision substrates, higher-performance ceramic circuits, demanding insulation parts |
| Best fit | Balanced performance and cost | Better thermal and electrical consistency where budget allows |
For most commercial ceramic PCB applications, 96% alumina is a very practical starting point. It is widely available, cost-effective, and suitable for many power, sensor, LED, and industrial control products. It also supports established metallization and assembly methods.
The right choice depends on the thermal target. If a design only needs moderate heat spreading and reliable insulation, 96% alumina can be the best-value option. If the product has higher power density or stricter reliability expectations, 99% alumina may provide extra performance headroom. In some cases, the best answer may even be aluminum nitride, especially when heat flux is very high.
What Are the Benefits of Aluminum Oxide Ceramic Substrates?
Aluminum oxide ceramic substrates offer a powerful combination of thermal, electrical, mechanical, and manufacturing benefits. They are widely used because they help engineers build compact, stable, and durable electronic assemblies where ordinary laminate materials may struggle with heat or temperature exposure.
The first major benefit is electrical insulation with useful heat transfer. This is the core reason alumina appears in ceramic PCBs and electronic packages. The substrate can support conductive circuits while keeping electrical paths isolated.
The second benefit is high-temperature stability. Alumina ceramic can tolerate much higher temperatures than many organic PCB materials. This gives engineers more freedom in heaters, sensors, power electronics, industrial modules, and high-brightness LED systems.
The third benefit is mechanical strength. Alumina is hard, rigid, and wear resistant. It gives the assembly a stable base and can maintain shape under demanding conditions. This is useful in precision modules where dimensional stability matters.
The fourth benefit is chemical and corrosion resistance. Alumina performs well in many industrial environments. It is suitable for applications where moisture, cleaning agents, chemicals, or elevated temperatures may be present. This makes it attractive for industrial control, medical equipment, instrumentation, automotive electronics, and energy-related devices.
The fifth benefit is mature manufacturing availability. Alumina ceramic substrates are already well established in electronics production. Engineers can choose from different purity grades, thicknesses, sizes, surface finishes, and metallization systems.
Common benefits include:
- Better heat transfer than FR4 and many polymer-based insulating materials.
- Strong electrical insulation for high-voltage and power applications.
- Good mechanical rigidity for stable ceramic circuit structures.
- High operating temperature capability for demanding environments.
- Reliable compatibility with thick-film, DPC, DBC-related, and metallized ceramic processes.
- Practical cost-performance balance compared with premium thermal ceramics.
For PCB and PCBA projects, alumina substrates can be used in LED modules, power resistor boards, sensor carriers, high-voltage insulation boards, heater circuits, RF ceramic substrates, and compact power assemblies. They are especially useful when a design needs a substrate that is thermally stronger than FR4 but more economical than aluminum nitride.
BSTCERAMICPCB supports customers with PCB manufacturing, ceramic PCB fabrication, PCBA assembly, DFM review, component sourcing, and production-quality support. For alumina ceramic substrate projects, this type of engineering support is valuable because the substrate, circuit pattern, assembly process, and thermal path must work together. A good ceramic material can only show its full value when the design is manufacturable and the production process is well controlled.
In summary, aluminum oxide ceramic thermal conductivity gives engineers a dependable middle ground between standard PCB laminates and premium high-conductivity ceramics. Alumina is valued because it transfers heat better than many insulating materials, keeps circuits electrically isolated, supports high-temperature use, and remains practical for production. 96% alumina is often the best-value option for many ceramic substrate applications, while 99% alumina can provide stronger thermal and dielectric consistency for more demanding designs. For ceramic PCB, thermal substrate, or electronic assembly support, you can contact sales@bstceramicpcb.com
 Products
Products About us
About us Contact us
Contact us